
 0555-6768298
0555-6768298
0555-6768298


В реальном производстве изделий из листового металла качество поверхности постепенно превращается из «скрытого индикатора» в «видимый стандарт», особенно при обработке материалов с высокими требованиями к поверхности, таких как нержавеющая сталь, алюминиевые листы, декоративные панели и листы с покрытием. Изгиб, как критически важный процесс формовки, неизбежно приводит к контакту и скольжению между листовым металлом и инструментом, что делает поверхностные дефекты одним из наиболее характерных производственных дефектов. Эти дефекты не только повреждают первоначальный блеск, текстуру или целостность покрытия материала, но и напрямую снижают визуальную привлекательность и воспринимаемое качество изделия.
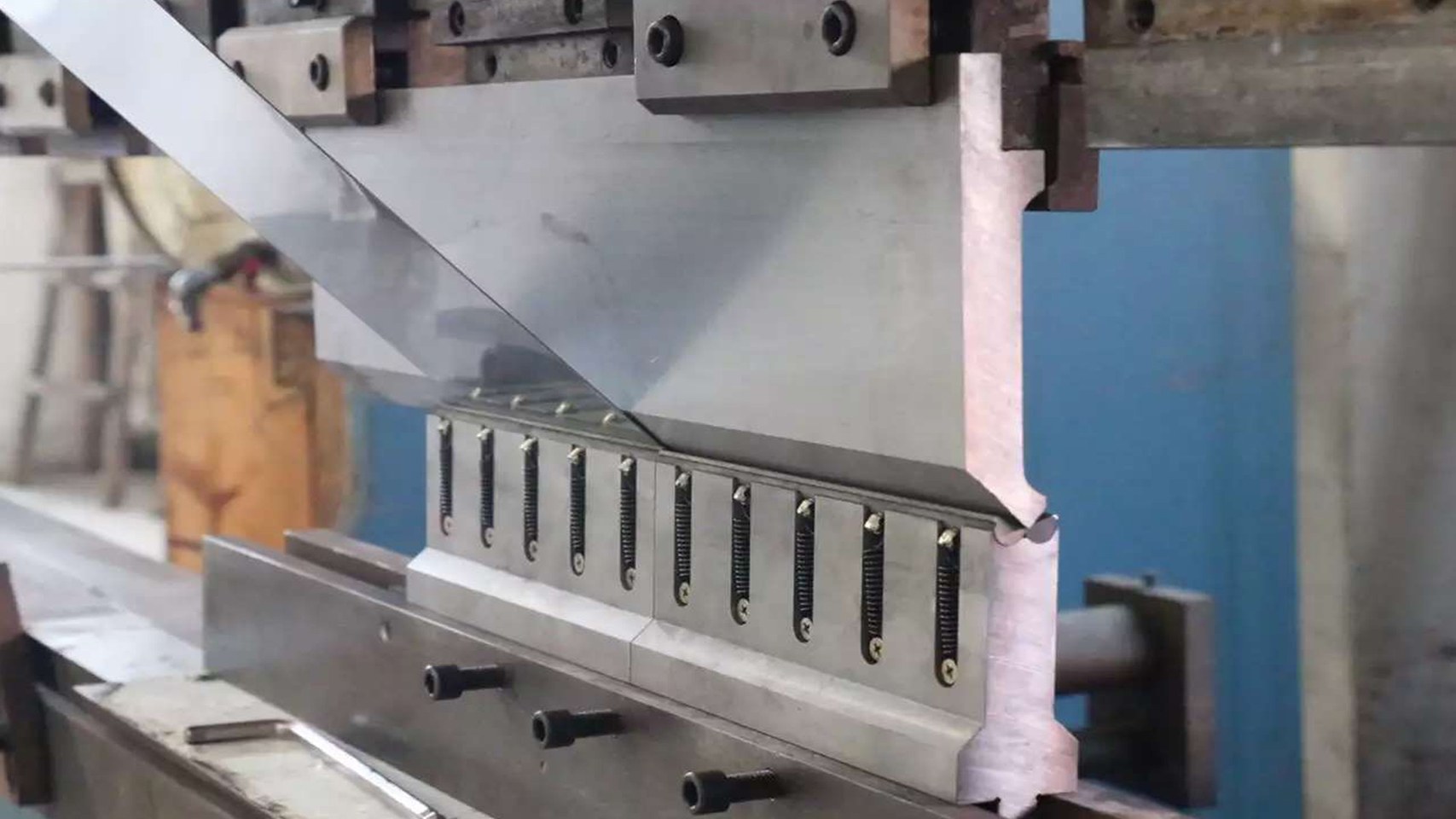
В процессе гибки на листогибочном прессе основной причиной появления поверхностных повреждений обычно является чрезмерное локальное давление или сильное трение между листовым металлом и оснасткой. К распространенным причинам относятся: неправильный выбор размера V-образного отверстия матрицы, концентрирующий напряжение в определенных точках контакта во время гибки; чрезмерное давление при гибке, вызывающее необратимые вмятины за пределами диапазона упругой деформации материала; шероховатая поверхность оснастки, царапающая или изнашивающая защитный слой листа; нерациональная конструкция оснастки, например, неправильное соответствие твердости или недостаточная рельефная структура; кроме того, отсутствие необходимых защитных мер во время гибки может значительно увеличить риск повреждения поверхности.
Итак, какие меры можно предпринять для эффективного уменьшения износа поверхности и появления следов в процессе гибки?
Выберите подходящее отверстие V-образной матрицы.
Выбор правильного размера V-образного отверстия матрицы — один из наиболее эффективных способов уменьшения следов материала. Слишком маленькое V-образное отверстие увеличивает давление на поверхность листа, что приводит к появлению заметных вмятин.
При выборе размера V-образного отверстия матрицы обычно используются следующие рекомендации: для низкоуглеродистой стали V-образное отверстие обычно выбирают в 6–8 раз больше толщины материала. Для нержавеющей стали, по возможности, следует использовать V-образное отверстие большего размера, чтобы снизить риск повреждения поверхности. Для алюминиевых листов предпочтительны более широкие V-образные матрицы, чтобы эффективно минимизировать царапины.
Используйте штампы с закругленными краями вместо штампов с острыми кромками.
Острые выступы штампа создают концентрированные точки давления, которые легко могут повредить поверхность материала. Использование радиусной оснастки помогает более равномерно распределить давление, значительно уменьшая следы от вмятин.
Кроме того, полировка поверхности инструмента может эффективно снизить трение и улучшить общее качество гибки.
Используйте защитную пленку или мягкие защитные слои.
Для материалов с высокими требованиями к качеству поверхности, таких как нержавеющая сталь или листовой металл с покрытием, между инструментом и материалом можно наносить защитные слои, чтобы уменьшить прямой контакт металла с металлом.
К распространенным решениям относятся защитные пленки, ПВХ-лента, нейлоновая пленка и полиуретановые прокладки. Эти материалы могут эффективно уменьшить следы и царапины на поверхности при сгибании.
Используйте инструменты, не оставляющие следов.
Современные инструменты для листогибочных прессов разработали специализированные решения, не оставляющие следов на чувствительных материалах. Примерами являются нейлоновые вставки, роликовые матрицы, полиуретановые матрицы и шарикоподшипниковые матрицы, не оставляющие следов.
Эти инструментальные решения позволяют значительно снизить трение и повреждение поверхности в процессе гибки.
Поддерживайте инструменты в чистоте и проводите регулярное техническое обслуживание.
Пыль, металлическая стружка и изношенные поверхности инструментов могут легко поцарапать поверхность листа во время гибки, поэтому регулярное техническое обслуживание инструментов крайне важно.Рекомендуемые методы технического обслуживания включают:
Регулярная полировка поверхностей инструментов
Своевременное удаление металлических обломков и стружки.
Проверка износа плеча матрицы.
Правильное хранение и защита инструментов.
Оптимизация параметров изгиба
Для уменьшения следов материала крайне важна правильная настройка параметров гибки. Следует избегать чрезмерного давления, а точность станка должна поддерживаться на протяжении всего производственного процесса. Ключевые факторы включают:
Надлежащий контроль усилия гибки
Правильная компенсация коронки
Точное позиционирование заднего упора
Поддержание правильной центровки и параллельности оборудования.
В заключение, для реального уменьшения следов от гибки требуется нечто большее, чем просто сосредоточиться на самом инструменте — необходима систематическая оптимизация всего процесса гибки. От правильного выбора инструмента и стандартизированного обслуживания до использования защитных растворов, каждый шаг напрямую влияет на внешний вид конечного продукта и затраты на доработку.Особенно в отраслях с высокими требованиями к качеству поверхности, таких как лифты, бытовая техника и декоративные изделия, профессиональная оснастка для листогибочных прессов, не оставляющая следов, становится отраслевым стандартом.
Компания Golin продолжает внедрять инновации в этой области, предлагая разнообразные высокоэффективные решения для оснастки, не оставляющей следов. Что еще более важно, мы стремимся оказывать клиентам всестороннюю поддержку, от выбора оснастки до внедрения технологических процессов, помогая производителям достигать высокого качества и экономичности гибочных работ.
 онлайн
онлайн 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











